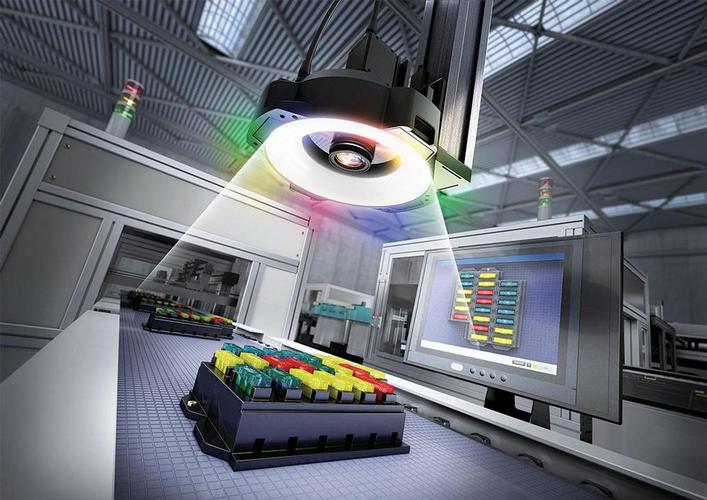
机器视觉
机器视觉让设备具备图像识别与检测能力,广泛用于质检、安防、自动驾驶。精度与速度不断提升,成本下降,成为智能制造与智能硬件标配技术。
中文名称:
机器视觉英文名称:
Machine Vision(简称MV)学科范畴:
人工智能、计算机科学、光学工程、自动化、模式识别交叉学科核心定义:
通过光学成像设备与智能算法,模拟人类视觉功能,实现对物体与场景的非接触式信息获取、分析与决策的技术体系核心功能:
图像采集、特征提取、识别检测、测量定位、智能决策、闭环控制应用领域:
工业制造、自动驾驶、医疗健康、安防监控、智能交通、智能家居机器视觉(Machine Vision, MV)是一门融合光学成像技术、计算机图形学、人工智能、模式识别、自动控制理论与精密机械工程的交叉性工程技术学科,其核心内涵是借助光学传感设备(如工业相机、镜头、光源)将物理世界的目标物体或场景转化为可处理的图像信号,通过数字化图像处理与智能算法,模拟人类视觉的感知、认知与判断过程,实现对目标信息的自动提取、分析、识别与决策,并输出控制指令驱动执行机构完成相应操作。
从学术层面而言,机器视觉的研究核心围绕“图像获取-图像处理-特征提取-决策输出”的全链路展开,既要解决光学成像的保真度问题,也要突破复杂场景下的算法鲁棒性瓶颈,同时实现硬件与软件的高效协同,其发展与计算机算力提升、光学器件迭代、深度学习技术突破深度绑定,形成了“理论研究-技术研发-工程应用-迭代优化”的完整产业生态。发展历程
技术萌芽期(20世纪60年代-70年代末)
机器视觉的技术源头可追溯至20世纪60年代的计算机图像理解研究,1963年美国麻省理工学院(MIT)学者L.R.罗伯兹在其论文《机器对三维物体的识别》中,首次提出通过边缘检测与轮廓提取技术,实现对多面体几何形状的识别,奠定了机器视觉的早期理论基础。此阶段受限于计算机硬件算力不足(晶体管计算机为主)与光学成像技术的局限性,机器视觉仅能实现简单的二维图像分析,核心技术集中于灰度阈值分割、边缘检测(如Sobel算子雏形)等基础算法,应用场景局限于卫星遥感图像解析、简单光学字符识别(OCR)等科研领域,且处理速度缓慢、识别精度较低,尚未形成实际工程应用价值。")
工业化起步期(20世纪80年代-90年代末)
20世纪80年代,电荷耦合器件(CCD)成像传感器的商业化应用与微型计算机的普及,推动机器视觉从理论研究走向工业化试点,此阶段的核心突破是“硬件集成化”与“算法工程化”。1982年,世界首款工业级图像采集卡推出,实现了相机图像信号与计算机的高效对接;同时,可编程逻辑控制器(PLC)与机器视觉系统的联动,使得视觉分析结果能够直接驱动执行机构,开启了工业场景的自动化应用。此阶段的核心技术以传统数字图像处理算法为主,包括模板匹配、霍夫变换、纹理分析等,主要应用于汽车制造、半导体生产等高端工业领域,完成零部件尺寸测量、装配缺陷检测、焊点质量检查等基础任务。但受限于硬件成本高昂(单套系统成本超10万美元)、算法编程复杂度高,仅能在标准化、结构化的工业环境中应用,难以适配复杂场景,普及度较低。智能普及期(21世纪初-2011年)
21世纪初,互补金属氧化物半导体(CMOS)成像传感器的技术突破,大幅降低了成像硬件的成本与体积,推动机器视觉进入“普及化发展阶段”。一体化智能相机的出现,将相机、图像采集卡、处理器集成于一体,简化了系统部署与调试流程;同时,图形化编程软件(如Halcon、VisionPro)的推出,降低了算法应用门槛,使非专业技术人员也能完成系统配置。此阶段的技术升级重点的是算法的实用性优化,传统机器学习算法(如支持向量机SVM、随机森林)与图像处理技术的结合,提升了系统对复杂纹理、不规则物体的识别能力;应用领域从高端工业扩展至食品包装、印刷质检、物流分拣、农产品分级等轻工业场景,实现了机器视觉的规模化应用。同时,机器视觉与自动化产线的深度融合,推动了“视觉引导自动化”的发展,成为智能制造的重要组成部分。深度学习变革期(2012年至今)
2012年,AlexNet在ImageNet图像分类竞赛中取得突破性成绩,标志着深度学习技术正式应用于机器视觉领域,彻底革新了机器视觉的技术范式。与传统算法“人工设计特征”的思路不同,深度学习通过卷积神经网络(CNN),能够自动从海量图像数据中学习深层语义特征,大幅提升了复杂环境、模糊图像、多目标场景下的识别准确率与鲁棒性。此阶段的核心技术突破包括目标检测算法(YOLO系列、Faster R-CNN)、语义分割算法(U-Net、Mask R-CNN)、视觉Transformer模型等,推动机器视觉从“能看见”向“能看懂”升级;同时,GPU、边缘计算芯片(如NVIDIA Jetson系列)的算力提升,解决了深度学习算法的实时性问题,使机器视觉能够适配自动驾驶、实时安防等对响应速度要求极高的场景。应用领域进一步延伸至人脸识别、医疗影像诊断、AR/VR、机器人导航等新兴领域,形成了“全场景覆盖”的发展格局。原理系统
核心工作原理
机器视觉系统的核心工作逻辑是“模拟人类视觉的感知-认知-决策过程”,本质是将非结构化的图像信息转化为可量化、可分析的结构化数据,最终实现自动决策与控制,其完整工作流程可分为四个核心阶段,各阶段环环相扣、形成闭环:1. 图像采集阶段:通过光学成像设备(相机、镜头、光源)捕捉目标物体的图像,将物理场景的光信号转化为电信号,再通过模数转换(A/D转换)转化为数字图像信号,确保图像的清晰度、完整性与真实性,为后续处理奠定基础;2. 图像预处理阶段:对采集到的原始数字图像进行降噪、增强、校正等处理,剔除图像中的噪声干扰(如光照不均、电子噪声),优化图像对比度与清晰度,修复图像畸变,突出目标特征区域,降低后续算法的处理难度;3. 特征提取与分析阶段:通过算法从预处理后的图像中,提取目标物体的关键特征(如形状、尺寸、纹理、颜色、轮廓、位置),并对特征进行量化分析,建立特征与目标属性的对应关系;4. 决策与执行阶段:基于提取的特征信息,通过识别、分类、判断等算法得出决策结果(如合格/不合格、目标坐标、物体类别),并将决策结果转化为控制指令,驱动执行机构(如机械臂、PLC、伺服电机)完成相应操作,实现系统的闭环控制。硬件系统组成
机器视觉硬件系统是技术落地的基础,核心围绕“图像采集-信号处理-控制执行”三大环节构建,各组件协同工作,确保系统的稳定性、高精度与实时性,主要包括以下三大模块:成像采集模块
成像采集模块是机器视觉系统的“感知前端”,核心功能是获取高质量的原始图像,其性能直接决定后续处理与决策的精度,主要由工业相机、光学镜头、光源系统三部分组成:工业相机:作为图像采集的核心器件,分为CCD相机与CMOS相机两大类。CCD相机具备噪声低、动态范围广、成像均匀性好的优势,适用于高精度检测场景;CMOS相机则具有成本低、集成度高、功耗低、响应速度快的特点,是当前主流的成像器件,根据成像方式可分为面阵相机(适用于静态目标检测)、线阵相机(适用于高速运动目标检测)与3D相机(适用于三维尺寸测量与姿态估计)。光学镜头:用于聚焦光信号,将目标物体清晰成像于相机的图像传感器上,其性能参数(焦距、光圈、畸变率、分辨率)直接影响成像质量。常用镜头包括定焦镜头(适用于固定距离检测)、远心镜头(适用于高精度尺寸测量,可消除透视畸变)、微距镜头(适用于微小物体检测)、变焦镜头(适用于多距离、多场景检测)。光源系统:用于提供稳定、均匀的光照环境,消除环境光照干扰,突出目标物体与背景的对比度,便于后续特征提取。根据应用场景可分为环形光、背光、同轴光、点光、面光等,常用光源类型包括LED光源(主流,节能、寿命长)、卤素灯、荧光灯,选择原则是“突出目标特征、抑制背景干扰”。图像处理模块
图像处理模块是机器视觉系统的“计算核心”,负责将成像采集模块输出的数字图像信号进行处理、分析与运算,核心组件包括图像采集卡、处理器与存储设备:图像采集卡:又称图像接口卡,核心功能是将相机输出的模拟信号或数字信号转化为计算机可处理的数字信号,同时实现图像的实时传输与缓存,确保图像数据的完整性与实时性,常用接口包括GigE、USB3 Vision、Camera Link等。处理器:负责运行图像处理算法与决策算法,是系统算力的核心支撑,根据应用场景可分为CPU、GPU、FPGA、边缘计算芯片。CPU适用于简单算法与数据处理;GPU具备强大的并行计算能力,适用于深度学习算法的实时推理;FPGA适用于高速、低延迟的图像处理场景(如高速产线检测);边缘计算芯片则兼顾低功耗与高算力,适用于嵌入式场景(如自动驾驶、便携式设备)。存储设备:用于存储原始图像数据、处理后的图像数据与决策结果,便于后续追溯、分析与优化,常用设备包括固态硬盘(SSD)、机械硬盘(HDD)与云端存储,需满足高容量、高读写速度的需求。")
控制执行模块
控制执行模块是机器视觉系统的“执行终端”,核心功能是将图像处理模块输出的决策结果转化为实际动作,实现系统的闭环控制,主要由控制器、执行机构与反馈组件组成:控制器:核心为PLC(可编程逻辑控制器)或嵌入式控制器,负责接收图像处理模块的决策指令,解析指令并向执行机构发送控制信号,同时协调各组件的协同工作,确保系统的稳定性与同步性。执行机构:根据控制信号完成相应操作,常用设备包括机械臂(用于抓取、装配)、伺服电机(用于定位、移动)、传送带(用于物料输送)、分拣机构(用于产品分级分拣)、报警装置(用于异常情况预警)。反馈组件:用于采集执行机构的动作反馈信号,传递至控制器,实现闭环控制,确保执行动作的精度与准确性,常用组件包括编码器、传感器等。软件算法体系
机器视觉软件算法是系统的“核心大脑”,决定了系统的识别精度、处理速度与鲁棒性,围绕“图像预处理-特征提取-识别决策”的流程,形成了完整的算法体系,分为传统图像处理算法与深度学习算法两大类,二者协同应用,适配不同场景需求:图像预处理算法
图像预处理是机器视觉分析的基础环节,核心目标是优化图像质量、剔除噪声干扰,为后续特征提取与识别决策提供高质量的图像数据,常用算法包括:灰度化处理:将彩色图像转化为灰度图像,减少数据量,简化后续处理,核心是通过加权平均法(如RGB通道加权)将彩色像素转化为灰度值;二值化处理:将灰度图像转化为黑白二值图像,突出目标物体与背景的边界,常用阈值分割法(全局阈值、局部阈值),根据图像灰度分布确定阈值,将灰度值高于阈值的像素设为白色(目标),低于阈值的设为黑色(背景);噪声抑制算法:用于剔除图像中的随机噪声(如电子噪声、光照噪声),常用算法包括高斯滤波(适用于高斯噪声)、中值滤波(适用于椒盐噪声)、双边滤波(在抑制噪声的同时保留图像边缘);几何校正算法:用于修复图像的畸变(如透视畸变、桶形畸变),通过坐标变换将畸变图像校正为标准图像,确保测量与定位的精度;对比度增强算法:用于提升图像的对比度,突出目标特征,常用算法包括直方图均衡化、自适应对比度增强等,适用于光照不均的场景。特征提取算法
特征提取是从预处理后的图像中,提取能够表征目标物体属性的关键信息,是识别与决策的核心前提,分为传统特征提取算法与深度学习特征提取算法:传统特征提取算法:基于人工设计的特征模板,适用于结构化场景,常用算法包括:边缘检测(Sobel算子、Canny算子、Prewitt算子),用于提取目标物体的边缘轮廓;角点检测(Harris角点检测、SIFT算法),用于提取目标物体的特征点;霍夫变换,用于检测图像中的直线、圆等几何形状;纹理分析(灰度共生矩阵、LBP算子),用于提取目标物体的纹理特征;颜色特征提取(RGB、HSV颜色空间分析),用于基于颜色的目标识别。深度学习特征提取算法:基于卷积神经网络(CNN),无需人工设计特征,能够自动从海量图像数据中学习深层语义特征,适用于复杂场景、不规则目标的特征提取,常用模型包括AlexNet、VGG、ResNet等,通过卷积层、池化层、全连接层的层层递进,提取图像的浅层特征(如边缘、纹理)与深层特征(如语义、类别),大幅提升了特征提取的准确性与泛化能力。识别与决策算法
识别与决策算法是机器视觉的核心环节,基于提取的特征信息,完成目标识别、分类、判断与决策,输出最终结果,常用算法分为传统算法与深度学习算法:传统识别与决策算法:适用于简单场景、少量目标的识别,常用算法包括模板匹配(适用于目标形状固定的场景,如零件识别)、支持向量机(SVM,适用于二分类、多分类场景)、随机森林(适用于多特征融合的分类与决策)、贝叶斯分类器(适用于概率型决策场景)。深度学习识别与决策算法:适用于复杂场景、多目标、高精度的识别与决策,是当前主流算法,主要包括:目标检测算法(YOLO系列、Faster R-CNN、SSD),能够快速检测图像中的多个目标,并输出目标的坐标与类别;图像分类算法(ResNet、EfficientNet),用于判断图像中目标的类别;语义分割算法(U-Net、Mask R-CNN),用于分割图像中的不同区域,实现像素级的识别与分析;实例分割算法,用于区分同一类别的不同目标,适用于多目标精细识别场景。功能特点
核心功能
机器视觉的核心功能围绕“感知-分析-决策-执行”展开,结合不同行业场景需求,形成了五大核心应用功能,各功能可独立应用,也可组合使用,覆盖绝大多数智能化场景:缺陷检测
缺陷检测是机器视觉最核心、最广泛的应用功能,核心是通过图像分析,自动识别目标物体表面或内部的瑕疵、缺陷,包括划痕、裂纹、脏污、变形、缺料、装配错误、色差等。该功能具备高精度、高一致性的优势,能够替代人工完成精密产品的质检任务,适用于半导体、汽车零部件、玻璃制品、电子元器件、食品包装等行业,可有效提升质检效率、降低漏检率与误检率,保障产品质量。精准测量
精准测量是机器视觉的核心技术优势之一,采用非接触式测量方式,通过图像分析与算法计算,自动获取目标物体的几何参数,包括尺寸(长度、宽度、直径、厚度)、距离、角度、位置偏差、形位公差等,测量精度可达到微米级,甚至亚微米级,远高于人工测量。该功能适用于精密机械加工、半导体制造、医疗器械、电子元件等对尺寸精度要求极高的行业,避免了接触式测量对产品的损伤,同时提升了测量效率与一致性。目标识别
目标识别是指通过算法分析,自动识别图像中的目标物体,并判断其类别、身份、属性等信息,核心包括物体识别、字符识别(OCR)、条码识别(二维码、条形码)、人脸识别等。该功能适用于身份验证、物品分类、物流扫码、文字提取等场景,如智能门锁的人脸识别、物流分拣中的条码识别、工业场景中的零件类别识别等,能够实现目标信息的快速提取与确认。定位引导
定位引导功能核心是通过图像分析,精确计算目标物体的空间坐标、姿态角度(如旋转角度、倾斜角度),并将定位信息传递给执行机构(如机械臂、AGV小车),引导其完成精准抓取、装配、搬运、贴合等操作。该功能是智能制造中“视觉引导自动化”的核心,适用于汽车装配、机器人导航、电子元件焊接、物流搬运等场景,能够大幅提升自动化设备的操作精度与灵活性。分类分拣
分类分拣功能基于目标物体的特征差异(如尺寸、颜色、形状、类别),通过算法判断,自动将不同类型、不同等级的物体进行分级、分类与分拣,替代人工完成繁琐的分拣任务。该功能适用于物流分拣、农产品分级、食品加工、电子元件分拣等场景,能够提升分拣效率、降低人工成本,实现分拣过程的标准化与自动化。")
技术特点
机器视觉作为一种智能化感知技术,与人工视觉、传统自动化检测技术相比,具备显著的技术优势,其核心特点可概括为以下五点,也是其能够广泛应用于各行业的关键:非接触式检测
采用光学成像的非接触方式获取目标信息,无需与目标物体直接接触,避免了接触式检测对产品造成的损伤(如划痕、变形),同时适用于易碎、易变形、高温、高压、高辐射等人工无法直接接触的场景,扩大了检测范围。高速度与高精度
机器视觉系统的处理速度可达到毫秒级,能够适配高速自动化产线的连续检测需求(如每秒检测数十个甚至上百个产品);测量与识别精度可达到微米级,能够满足精密制造、高端检测的精度要求,效率与精度均远高于人工视觉。稳定性与可靠性
机器视觉系统不受疲劳、情绪、环境干扰等人为因素影响,能够7×24小时连续稳定工作,检测结果的一致性强、误差小,可有效避免人工检测的漏检、误检问题,提升检测结果的可靠性,适用于大规模、长时间的自动化作业场景。柔性适配性
通过调整算法参数、更换镜头或光源,无需更换大量硬件设备,即可适配不同产品、不同场景的检测、测量与识别需求,具备较强的柔性适配能力,能够满足小批量、多品种的柔性生产需求,降低企业的设备投入成本。信息集成能力
机器视觉系统可实时采集、存储、分析与上传检测数据,实现生产过程、检测过程的数字化追溯与质量管控,同时可与MES(制造执行系统)、ERP(企业资源计划系统)等工业软件对接,实现信息共享与协同,为企业的生产优化、质量提升提供数据支撑,是智能制造的重要数据入口。应用领域
随着机器视觉技术的不断成熟,其应用领域已从传统工业制造延伸至医疗健康、智能交通、安防监控、智能家居等多个领域,形成了“全行业覆盖”的发展格局,各领域的应用均围绕机器视觉的核心功能展开,结合行业需求实现技术落地,具体应用如下:工业制造领域
工业制造是机器视觉最核心、最成熟的应用领域,覆盖电子半导体、汽车制造、机械加工、食品包装、印刷造纸、新能源等多个细分行业,核心应用场景围绕缺陷检测、精准测量、定位引导与分类分拣展开:电子半导体行业:芯片表面缺陷检测(如划痕、破损、污渍)、晶圆定位与检测、引脚尺寸测量、PCB板缺陷检测(如短路、断路、虚焊)、电子元件分类与分拣,是半导体制造中保障产品质量的核心技术;汽车制造行业:车身焊接质量检测、零部件尺寸测量(如发动机零部件、底盘零部件)、油漆表面瑕疵检测(如划痕、色差、流挂)、车窗玻璃缺陷检测、装配精度检测,推动汽车制造的自动化与智能化;食品包装行业:包装完整性检测(如漏封、破损、胀气)、标签识别与校验(如标签缺失、错位、文字错误)、生产日期与保质期识别、食品异物检测(如金属、塑料、毛发),保障食品质量与安全;机械加工行业:零件尺寸测量、表面缺陷检测(如裂纹、划痕、变形)、零件装配精度检测,提升机械加工的精度与效率,降低废品率。智能交通与安防领域
机器视觉在智能交通与安防领域的应用,核心是通过实时图像分析,实现环境感知、目标识别与异常预警,推动交通与安防的智能化升级:智能交通领域:车牌识别、车型识别、车流量统计、违章行为监测(如闯红灯、超速、压线)、交通拥堵检测、自动驾驶环境感知(识别行人、车辆、路标、障碍物)、智能停车引导,提升交通管理效率与出行安全性;安防监控领域:人脸识别(身份验证、黑名单预警)、行人检测、行为分析(如异常奔跑、聚集、翻越)、周界防范(如非法入侵检测)、人群密度监测、可疑物品识别,实现公共区域(如商场、车站、小区、校园)的智能安防监控与异常预警,降低安防人力成本。医疗健康领域
机器视觉在医疗健康领域的应用,核心是通过医学图像分析与病理检测,辅助医生实现疾病诊断与手术精准操作,提升医疗服务的效率与精度,属于高附加值、高门槛的应用场景:医学影像分析:对CT、MRI、X光、超声等医学影像进行智能分析,自动识别病灶(如肿瘤、结节、结石)、测量病灶尺寸、判断病灶性质,辅助医生完成疾病诊断,减少漏诊与误诊;病理细胞检测:通过显微镜图像分析,自动识别病理细胞的形态异常(如癌细胞、病变细胞),提升病理诊断的效率与精度,减轻病理医生的工作负担;手术导航:通过实时图像定位,引导手术器械精准到达手术部位,提升手术的精准性与安全性,适用于微创手术、骨科手术等场景;医疗器械质检:对医疗器械(如注射器、手术刀、植入式器械)的表面缺陷、尺寸精度进行检测,保障医疗器械的质量与安全性。智能家居与消费电子领域
机器视觉在智能家居与消费电子领域的应用,核心是提升设备的智能化交互体验,实现人机协同,覆盖日常家居与消费电子终端:智能家居领域:智能门锁人脸识别、家电手势控制(如手势调节空调温度、切换电视频道)、家庭服务机器人环境感知(识别家具、障碍物、人体)、智能监控(老人与儿童监护、异常情况预警);消费电子领域:手机面部解锁、相机场景识别(如人像、风景、夜景)、AR特效(如面部特效、场景叠加)、手机与电子产品外观质检(如划痕、破损、色差),提升消费电子设备的智能化水平与用户体验。其他应用领域
除上述核心领域外,机器视觉还广泛应用于农业(农产品分级、病虫害检测)、物流(包裹分拣、条码识别、体积测量)、航天航空(零部件缺陷检测、航天器环境感知)、机器人(导航、抓取、避障)等领域,随着技术的不断优化,应用场景将进一步拓展。")
技术发展
核心技术挑战
尽管机器视觉技术已实现规模化应用,但在复杂场景、高精度需求、低成本部署等方面仍面临诸多技术瓶颈,制约其进一步普及与升级,核心挑战主要包括以下四点:复杂环境鲁棒性不足
机器视觉系统的性能易受环境因素影响,光照变化(如强光、弱光、阴影)、物体遮挡(如部分遮挡、重叠遮挡)、背景干扰(如复杂背景、动态背景)、极端天气(如雨雪、大雾)等,均会导致图像质量下降,进而影响识别精度与决策准确性,如何提升复杂环境下的算法鲁棒性,是当前机器视觉研究的核心难点之一。实时性与算力平衡难题
高分辨率、高帧率的视觉处理(如4K图像实时检测、高速产线检测)对算力要求极高,而嵌入式场景(如自动驾驶、便携式设备)受限于体积、功耗,无法部署高性能算力硬件,如何在低功耗、小体积的前提下,保障算法的实时响应速度,实现实时性与算力的平衡,是制约机器视觉向嵌入式场景普及的关键。小样本学习能力薄弱
深度学习算法的性能依赖海量标注数据,而在工业缺陷检测、医疗病灶识别等特殊场景中,样本数据稀缺(如罕见缺陷、罕见病灶),难以通过大量样本训练出高精度模型,小样本学习、零样本学习成为解决该问题的核心方向,但目前仍存在泛化能力不足、精度有限等问题。三维视觉技术有待突破
当前机器视觉的应用仍以二维视觉为主,三维视觉技术(如三维重建、深度测量、姿态估计)虽已应用于部分场景,但仍存在精度不足、算法复杂、硬件成本高昂等问题,尤其是在非结构化场景中,三维视觉的感知精度与实时性难以满足实际需求,制约了机器视觉在高端制造、自动驾驶等领域的深度应用。未来发展趋势
随着深度学习、光学技术、算力芯片、边缘计算等相关技术的持续突破,机器视觉将朝着“更智能、更精准、更高效、更低成本”的方向发展,核心发展趋势主要包括以下五点:深度学习与视觉大模型深度融合
视觉大模型、多模态大模型(如文本-图像融合模型)将成为机器视觉的核心技术方向,通过海量数据训练与模型优化,提升模型的泛化能力与语义理解深度,实现零样本、小样本学习,解决特殊场景样本稀缺的问题,同时实现多场景、多目标的精准识别与决策,推动机器视觉从“专用智能”向“通用智能”升级。三维视觉技术普及化
双目视觉、结构光、激光雷达、ToF等三维视觉技术的硬件成本将持续下降,算法精度与实时性将不断优化,推动三维视觉技术从高端工业场景向消费级、民用级场景普及,如自动驾驶的三维环境感知、手机的3D人脸识别、机器人的三维抓取等,实现机器视觉从“二维感知”向“三维感知”的跨越。边缘视觉智能化升级
边缘计算与嵌入式AI技术的深度融合,将推动机器视觉系统向“边缘智能化”发展,实现视觉数据的本地实时处理,无需依赖云端算力,降低数据传输延迟与网络依赖,同时提升数据安全性,适用于自动驾驶、工业边缘设备、便携式智能设备等场景,实现“端侧智能”的普及。多传感融合成为主流
机器视觉将与激光雷达、红外传感、毫米波雷达、超声波传感器等多种传感技术深度融合,构建多维感知系统,互补各传感技术的优势,提升复杂环境下的感知可靠性与精度,如自动驾驶中,机器视觉与激光雷达融合,实现对行人、车辆、障碍物的全方位、高精度感知,解决单一传感技术的局限性。轻量化与低成本化发展
芯片、算法、硬件的轻量化优化将成为重点方向,通过算法剪枝、模型压缩、硬件集成,推动机器视觉系统的体积更小、功耗更低、成本更低,适配更多小型化、消费级、低成本场景,如便携式检测设备、家用智能设备等,进一步扩大机器视觉的应用范围,实现“全民可及”的智能化感知。")
相关联系
机器视觉作为交叉学科技术,易与计算机视觉、图像处理、机器感知等相关概念混淆,明确其与相关概念的区别与联系,有助于更准确地理解机器视觉的核心内涵与应用边界:机器视觉与计算机视觉
联系:计算机视觉是机器视觉的核心理论基础,机器视觉是计算机视觉的工程化应用延伸,二者均围绕图像分析与识别展开,共享部分核心算法(如卷积神经网络、特征提取算法)。区别:计算机视觉更侧重理论研究,聚焦于图像理解、场景重建、语义分析、视觉推理等基础问题,核心目标是让计算机“看懂”图像,属于计算机科学的分支;机器视觉更侧重工程应用,强调在实际场景(尤其是工业与自动化场景)中的实时性、稳定性、精准性,核心目标是通过视觉技术解决实际工程问题(如检测、测量、控制),属于工程技术学科,更注重硬件与软件的协同。机器视觉与图像处理
联系:图像处理是机器视觉的基础环节,机器视觉的全流程均依赖图像处理技术,没有高质量的图像处理,就无法实现精准的特征提取与识别决策,图像处理技术的升级的会推动机器视觉性能的提升。区别:图像处理的核心是“图像到图像”的转换,即对原始图像进行降噪、增强、校正等处理,输出仍为优化后的图像,不涉及决策与控制;机器视觉的核心是“图像到数据、图像到决策”的转换,即通过图像处理提取特征,再通过算法得出决策结果,并驱动执行机构完成操作,图像处理仅为机器视觉的一个环节,机器视觉涵盖了“采集-处理-分析-决策-执行”的全链路。机器视觉与机器感知
联系:机器视觉是机器感知的重要组成部分,机器感知是指机器获取外界环境信息的能力,涵盖视觉、听觉、触觉、嗅觉等多种感知方式,机器视觉通过光学感知获取图像信息,是机器感知中最核心、最常用的感知方式。区别:机器感知是一个广义概念,涵盖多种感知技术,核心是“获取外界信息”;机器视觉是一个狭义概念,仅聚焦于光学图像感知,核心是“通过图像获取信息并实现决策与控制”,范围远小于机器感知。深度解读
基础认知类
什么叫机器视觉?机器视觉英文是什么?
机器视觉本质是给机器装上“眼睛”和“大脑”,通过光学成像设备捕捉目标图像,结合智能算法完成图像分析、特征提取与决策,替代人工完成高精度、高重复性、高风险场景下的感知任务,核心是实现“非接触式智能感知”。其英文为Machine Vision,简称MV,是融合光学、计算机、人工智能、自动化的交叉技术,区别于单纯的图像处理,更侧重工程落地与实际场景应用。
机器视觉四大功能具体是什么?
机器视觉核心四大功能统称GIGI,分别对应不同应用场景,实用性极强。一是引导(Guidance),精准定位目标位置与姿态,引导机械臂抓取、精密装配等,是工业自动化的“导航系统”;二是识别(Identification),通过OCR、条码解码或深度学习模型,区分物体类别、字符、身份等,应用于物流追溯、安防认证等;三是测量(Gauging),非接触式获取物体几何参数,精度可达微米级,相当于“数字卡尺”,适配电子元件、汽车零部件等精密检测;四是检验(Inspection),识别产品表面瑕疵、装配错误等,是质量控制的“火眼金睛”,广泛应用于各行业质检环节。
")
行业与企业类
中国十大机器视觉公司有哪些?龙头上市公司盘点
目前国内机器视觉行业竞争激烈,头部企业各有侧重,暂无官方权威十大排名,结合2026年市场表现,核心龙头及优质企业包括:海康威视,依托安防技术积累,在工业视觉领域市场占有率领先,产品覆盖多行业场景;恒工科技,国产领跑者,专注自动化筛选设备,在紧固件、电子元件检测领域精度突出;大恒科技,深耕高端系统集成,适配高精度电子元器件制造;依图科技,以AI技术为核心,擅长复杂环境下缺陷检测。此外,汇川技术、奥普特、大华股份、华睿科技、思特威、矩子科技等企业,在细分领域各具优势,其中海康威视、汇川技术、奥普特等为上市公司,依托资金与技术优势,推动行业国产化进程。
机器视觉行业现状及前景如何?
行业现状方面,目前国内机器视觉市场规模持续增长,2025年已突破395.4亿元,预计2026年将突破450亿元,年均复合增长率远高于全球平均水平。当前行业呈现“两极分化”,头部企业聚焦技术创新与全场景解决方案,中小企业多集中在中低端调试与集成领域,面临洗牌整合。同时,国产化替代加速,首款国产工业级AI视觉检测芯片量产,打破国外垄断,降低行业应用成本。前景方面,随着深度学习、3D视觉、边缘计算技术的突破,行业将向“更智能、更精准、更低成本”转型,应用场景从工业制造延伸至医疗、农业、国防等领域,多模态大模型、云边端协同将成为核心发展方向,长期发展潜力显著。
工程师与就业类
机器视觉工程师主要做什么?月薪多少?
机器视觉工程师核心负责视觉系统的设计、部署、调试与优化,具体包括硬件选型(相机、镜头、光源)、算法应用与优化、现场问题排查等,细分岗位有应用工程师、算法工程师、调试工程师等。薪资水平分层明显,结合2026年行业实测数据,入门级(0-1年)调试、技术支持岗位,月薪8k-15k,应届生平均月薪可达16.7k;进阶级(1-3年)应用、系统集成工程师,月薪15k-25k;资深级(3年以上)方案、算法工程师,月薪30k-80k,顶尖算法人才年薪可突破百万,薪资涨幅与项目经验、核心技能直接相关。
机器视觉35岁后会失业吗?
机器视觉行业的35岁危机客观存在,但远低于纯软件行业。核心原因在于,机器视觉工程师的核心竞争力是“技术+行业经验”,35岁后若能深耕技术,成为算法专家、行业技术顾问,或转向技术管理岗位,竞争力反而更强,因为行业经验与工艺理解难以被新人替代。但如果35岁仍停留在基础调试层面,仅会简单调参,缺乏核心技能,则面临被淘汰风险。总体而言,只要持续学习新技术,适配行业升级需求,35岁后不仅不会失业,还能凭借经验优势获得更好发展。
机器视觉一般人能干吗?就业真的太难了吗?
机器视觉并非高不可攀,一般人只要具备工科基础(自动化、光学、计算机、机械等),愿意持续学习,就能入行。行业就业难的说法,本质是“低端岗位饱和、高端岗位紧缺”的结构性矛盾——基础调试岗位竞争激烈,而掌握3D视觉、大模型微调、边缘部署等核心技能的复合型人才,目前国内缺口已突破220万,很多企业高薪难聘。对于新手而言,避开“单纯调参”的误区,重点掌握硬件选型、算法应用与行业场景适配能力,入门并不难,且岗位覆盖工业、物流、医疗等多领域,就业稳定性较强。
张雪峰谈机器视觉专业,有哪些关键观点?
张雪峰在解读新工科专业时,将机器视觉相关专业(如机器人工程、智能科学与技术)归为“机械与电子的混血儿”,认为其属于未来十年风口赛道。他强调,该专业核心优势是交叉性强,融合机器学习、自动控制、传感器技术等,就业去向集中在工业机器人、智能制造相关企业,薪资水平高于普通工科专业。同时他提醒,选择该专业需注重实操能力培养,避免只学理论不练应用,且要做好持续学习的准备,因为行业技术更新速度快,唯有掌握核心技能,才能在行业洗牌中站稳脚跟。
学习与工具类
机器视觉培训需要学什么?有推荐参考书吗?
机器视觉培训核心围绕“基础+实操+行业应用”展开,基础层面需学习数字图像处理、光学原理、相机与光源选型;实操层面重点掌握核心软件操作、算法应用与项目部署;行业层面需熟悉3C、新能源、半导体等热门场景的解决方案。参考书推荐以实用、贴合行业为主,包括《机器视觉算法与应用》(通俗易懂,适合入门)、《数字图像处理》(冈萨雷斯著,算法基础必备)、《工业机器视觉系统设计与应用》(聚焦工程落地,适配实操需求),无需盲目追求晦涩理论,重点结合项目实操巩固知识。
机器视觉(含机器人视觉)要学什么软件?
软件学习需分基础与进阶,核心围绕“算法应用+项目部署”。基础必备软件包括Halcon、VisionPro,二者均为工业级视觉软件,操作便捷,适配多数工业场景,至少需精通一款;开源工具推荐OpenCV,适合算法学习与二次开发,搭配Python或C++编程。进阶软件需根据方向选择,算法研发可学TensorRT(模型优化)、PyTorch(深度学习框架);3D视觉可学PCL(点云处理);机器人视觉需搭配机器人控制系统相关软件,重点掌握软件与硬件的协同调试能力。
近期消息
2026年4月,工业AI机器视觉领域迎来多项技术突破与行业动态。技术层面,多模态大模型在零样本检测中实现重大进展,基于DINOv2、SAM3等工业微调模型,仅需几张正常样品图像和文字描述,即可识别全新缺陷类型,部分场景准确率达95%以上,大幅破解多SKU小批量生产的换型难题。行业层面,国产工业视觉芯片持续发力,最新量产芯片成本较国外同类产品降低40%,识别精度达0.1微米,识别速度达每秒1000帧,为中小企业提供高性价比选择。同时,头部3C代工厂已实现DINOv2零样本模块与主检模型协同部署,将漏检率降至0.3‰以下,推动工业质检向“预见质量”的全链路智能管控升级,进一步带动行业对高端视觉人才的需求增长[1][2][3][4][5][6][7][8][9][10]。
词条图片